
Когда говорят 'оптом конструкция алюминиевых дверей и окон производитель', многие сразу представляют гигантские заводы с автоматизированными линиями. Но на деле даже при крупных поставках ключевые узлы всё равно требуют ручной доводки - например, подгонка угловых соединений в холодном профиле. У нас в ООО Сычуань Шусинь Двери И Окна до сих пор два опытных мастера специализируются исключительно на контрольной сборке ответственных узлов, хотя основное производство давно автоматизировано.
При переходе на массовое производство первая проблема - разнотолщинность материала от разных поставщиков. Помню, в 2021 году пришлось экстренно менять партию профиля из-за расхождения в десятых долях миллиметра. Казалось бы, мелочь, но при сборке 200+ окон это вылилось в зазор по периметру створок.
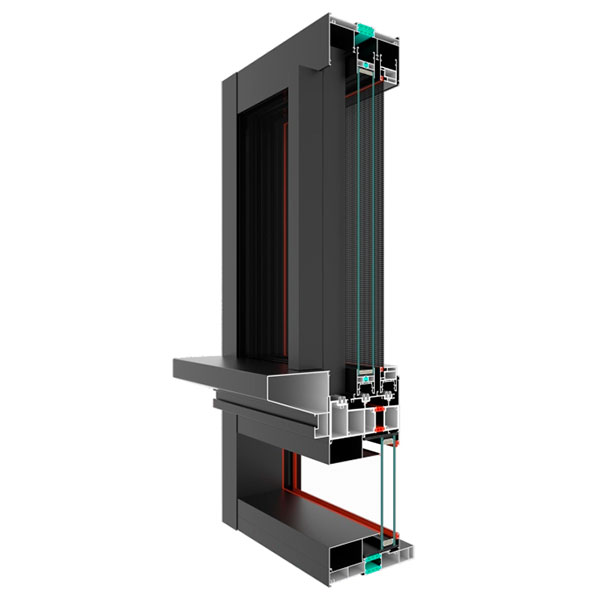
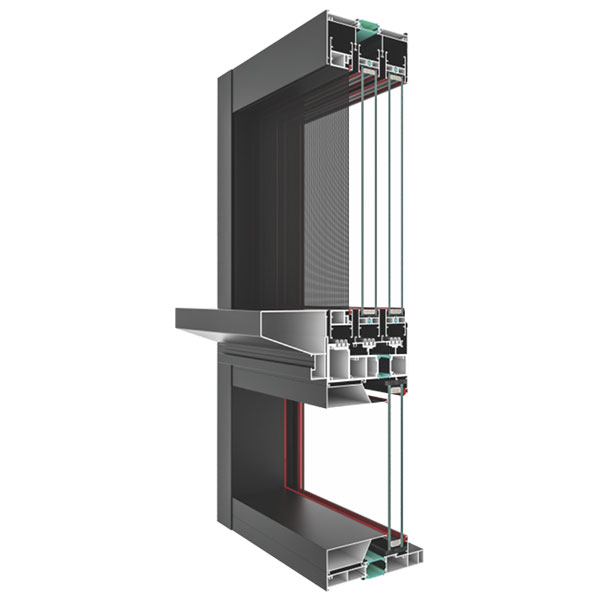
Система профилей - отдельная головная боль. Для российского рынка часто требуются адаптированные решения: например, усиленные петли для панорамных конструкций. В стандартных европейских каталогах таких нагрузок просто не предусмотрено. Приходится самостоятельно проводить статические испытания - мы как-то раз целый месяц тестировали разные варианты креплений для раздвижных систем длиной более 4 метров.
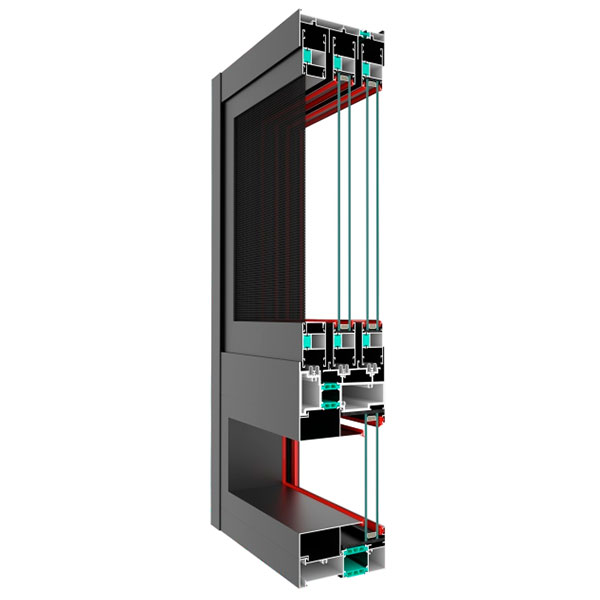
Терморазрыв - тема для отдельного разговора. Многие производители экономят на полиамидных вставках, но при оптовых поставках это выходит боком через сезон. Проверяли как-то продукцию конкурента - заявленные 0,83 Вт/м2*К на деле давали не более 1,2. Сейчас сами используем только армированные стекловолокном вставки, хоть и дороже на 15%.
Хранение готовых конструкций - отдельная наука. Стандартные стеллажи не подходят для алюминиевых систем длиной более 3 метров. Пришлось разрабатывать специальные консольные системы с мягкими захватами. Особенно сложно с цветными анодированными профилями - малейшая царапина при перемещении, и брак.
Упаковка для оптовых партий - это не просто плёнка и картон. Для поставок в северные регионы используем трёхслойную упаковку с влагопоглотителями. Выучили на собственном опыте: однажды потеряли целую фуру изделий из-за конденсата при перепаде температур.
Погрузочно-разгрузочные работы требуют специального оборудования. Обычные вилочные погрузчики часто повреждают уголки конструкций. Пришлось заказывать вакуумные захваты с регулируемым давлением - дорого, но сохраняет геометрию изделий.
Входной контроль материалов - основа всего. Сейчас работаем только с проверенными поставщиками алюминиевых сплавов, но всё равно каждый слиток проверяем на твёрдость и однородность структуры. Особенно важно для тонкостенных профилей - неоднородность приводит к 'волне' при экструзии.
Сварочные швы - больное место многих производителей. Автоматическая сварка в среде аргона даёт стабильный результат, но требует постоянной калибровки оборудования. Раз в месяц обязательно проводим выборочный контроль швов под микроскопом - удивительно, но даже у роботов бывает 'усталость' программы.
Финальная сборка - где чаще всего появляются проблемы. Даже идеальные комплектующие при неправильной сборке дают брак. Ввели обязательную фотофиксацию критичных узлов перед упаковкой. Помогает разбирать претензии - всегда видно, была ли проблема на производстве или возникла при монтаже.
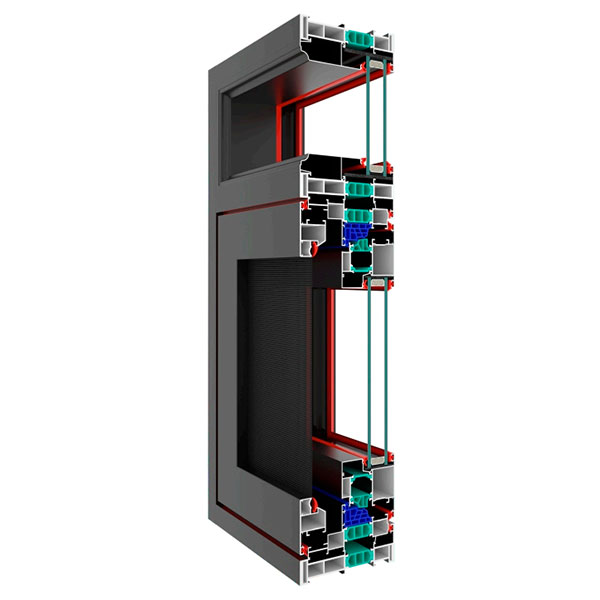
Климатические условия диктуют особые требования. Стандартные европейские уплотнители не выдерживают сибирских морозов - дубеют и трескаются. После нескольких неудачных экспериментов перешли на силиконовые уплотнители российского производства - держат и -50°C без потери эластичности.
Монтажные зазоры - отдельная тема. В Европе стандарт 15-20 мм, у нас же из-за перепадов температур иногда приходится делать 25-30 мм с последующей запениванием. Пришлось переделывать всю систему расчётов для алюминиевых теплоизоляционных окон.
Цветовые решения тоже специфические. Матовые чёрные профили, популярные в Европе, у нас плохо продаются - клиенты жалуются на видимость любых загрязнений. Зато 'золотой дуб' и тёмное дерево стабильно в топе продаж.
Сейчас экспериментируем с порошковым напылением по технологии 'мокрый по мокрому' - позволяет получать сложные градиентные окрасы. Пока стабильность покрытия оставляет желать лучшего - при температурных деформациях появляются микротрещины. Но технология перспективная, продолжаем испытания.
Автоматизация проектирования - следующий шаг. Пытаемся внедрить систему, которая по эскизам архитекторов сразу генерирует раскрой листовых материалов. Пока сложно с нестандартными формами - скруглённые элементы требуют ручной корректировки.
Энергоэффективность становится ключевым параметром. Тестируем профили с тройным терморазрывом - дорого, но для премиального сегмента интересно. Особенно востребовано в проектах с панорамным остеклением, где теплопотери традиционно высоки.
В целом, производство алюминиевых дверей и окон оптом - это постоянный баланс между технологичностью и практичностью. То, что хорошо работает в единичном экземпляре, может оказаться провальным при масштабировании. Поэтому каждый новый заказ мы начинаем с технического анализа - иногда выгоднее отказаться от контракта, чем потом разбираться с последствиями неверных решений.